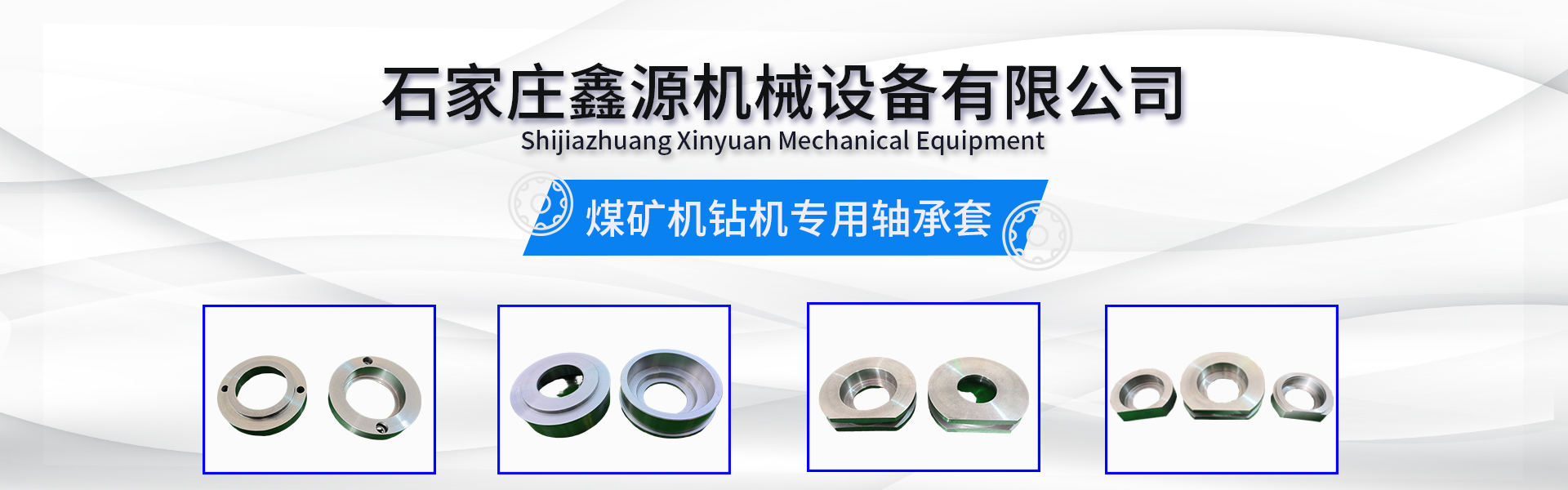
欢迎访问 石家庄鑫源机械设备有限公司网站!
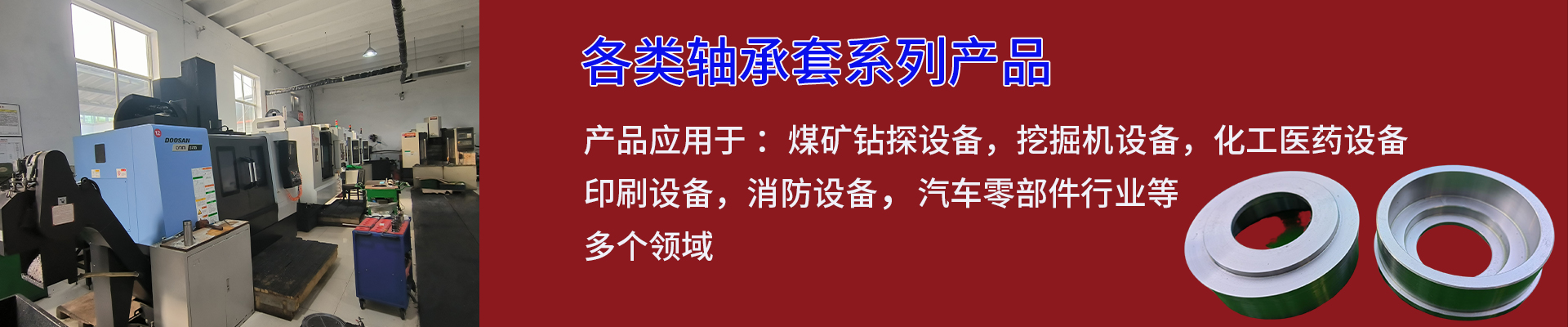
多年专注各类轴承套系列产品
20年源头厂家,大量现货库存

全国订购热线:
15203216917
欢迎访问 石家庄鑫源机械设备有限公司网站!
多年专注各类轴承套系列产品
20年源头厂家,大量现货库存
全国订购热线:
15203216917
来源: 石家庄鑫源机械设备有限公司 发布时间:2023-01-29
(1)轴承套先粗后精对于粗精加工在一道工序内进行的加工内容,应先对各表面进行全部粗加工,然后再进行半精加工和精加工,以逐步提高加工精度。

